Predpokladajme, že máme 3D model predmetu, ktorý potrebujeme vytlačiť. Získame ho buď z internetu, alebo vyexportujeme z vlastného návrhu najčastejšie do formátu STL. Z modelu je potrebné v aplikácii typu Slicer vytvoriť súbor pre tlač. Aplikácia Slicer model virtuálne nareže na vrstvy, tak ako bude výtlačok následne vrstvu po vrstve tlačený. Následne vyexportuje údaje do textového formátu s príponou .gcode. Dôležité je nastavenie výšky vrstvy. Čím sú vrstvy tenšie, tým bude povrch hladší s precíznejšími detailmi, avšak pri tenkých vrstvách bude tlač trvať podstatne dlhšie. Typické nastavenie hrúbky vrstvy je 0,15 mm. Ak nezáleží na detailoch môžete tlač urýchliť nastavením hrúbky vrstvy na 0,20, alebo 0,25 mm. Veľmi dôležitým parametrom ktorý ovplyvňuje rýchlosť tlače, spotrebu filamentu a samozrejme aj mechanické vlastnosti tlačeného objektu je výplň. Objekty vytvorené 3D tlačou totiž spravidla nie sú homogénne, ale vo vnútri obsahujú hustejšiu, alebo redšiu geometrickú štruktúru. Táto štruktúra môže mať štvorcový, voštinový, čiže šesťuholníkový, prípadne iný prierez.
Pokiaľ tlačíte objekty u ktorých nezáleží na pevnosti môžete použiť hustotu výplne 10-15%. Ak potrebujete vyššiu pevnosť nastavte vyššiu hodnotu.
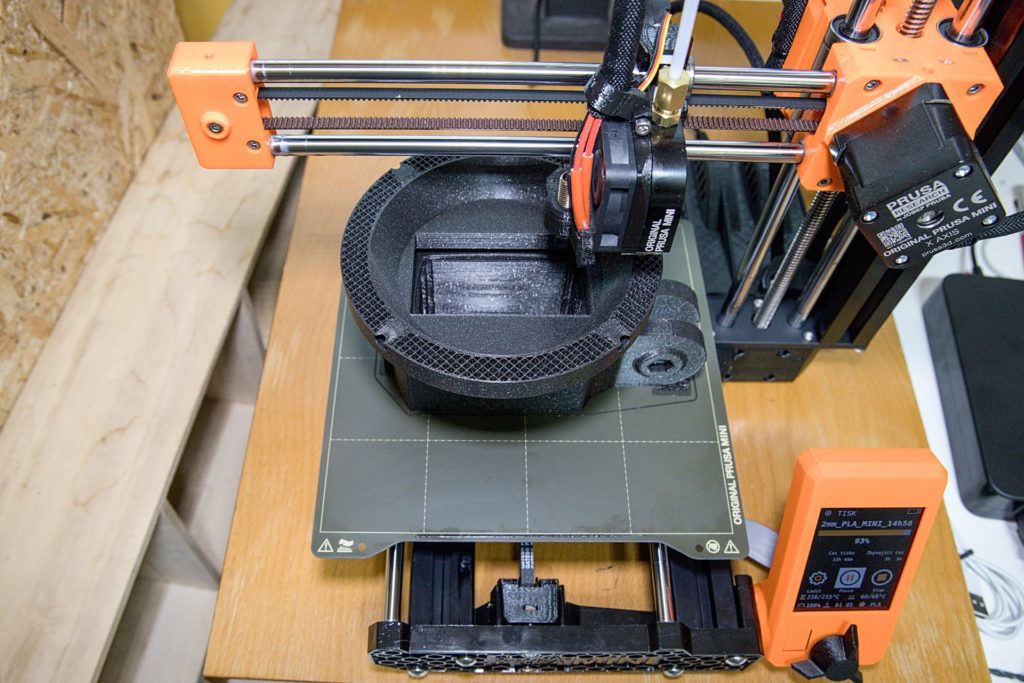
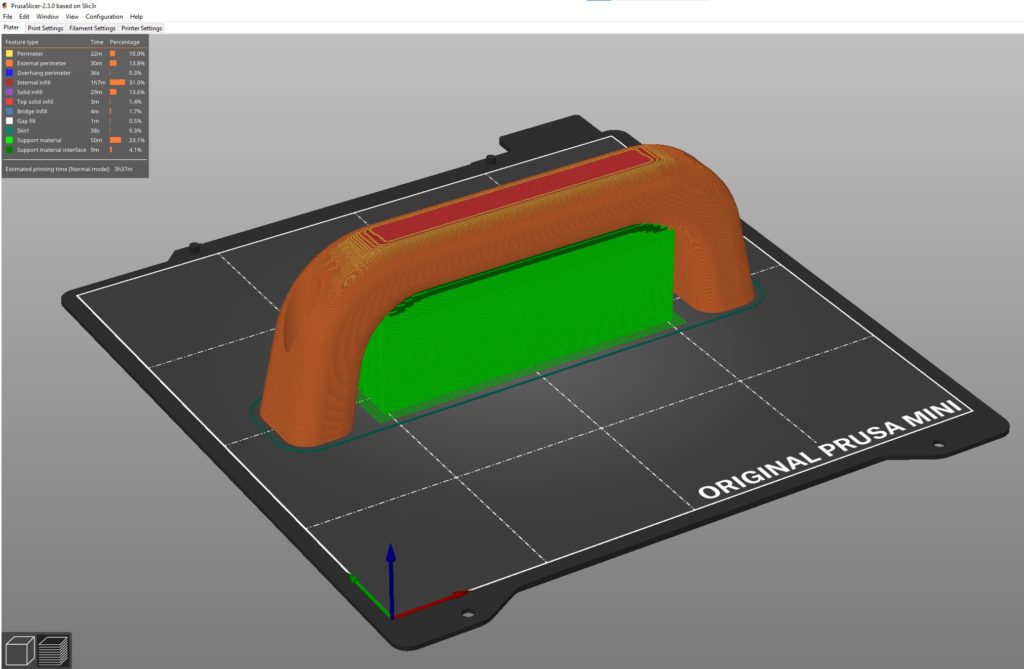
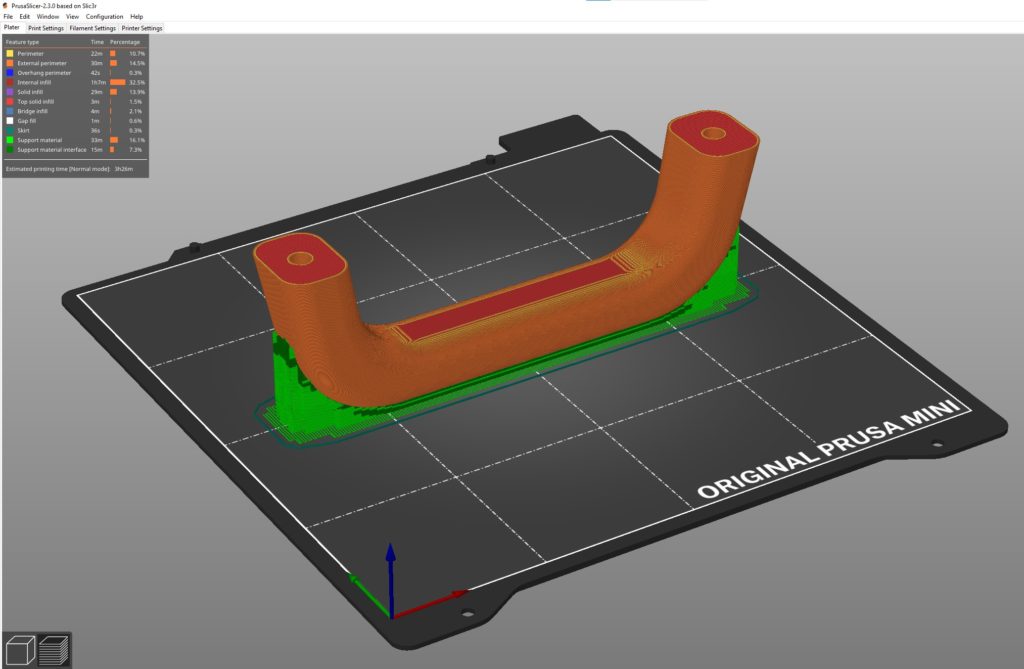
Tlač musí začať najnižšou vrstvou na podložke. Nie je možné začať tlačiť vodorovnú plochu „vo vzduchu“. Ak výtlačok takú plochu má, musia sa v procese prípravy tlače v aplikácii typu Slicer vygenerovať podporné štruktúry. Je to analogická situácia ako pri betónovaní. Ak chcete vybetónovať plochu v danej výške, napríklad strop miestnosti, potrebujete bednenie. Podporné štruktúry pre 3D tlač majú tenkostennú voštinovú štruktúru. Jednak preto, aby sa na ne minulo čo najmenej filamentu a taktiež preto aby sa tieto štruktúry dali od výtlačku ľahko oddeliť. Spravidla sa dajú odlomiť rukou, prípadne treba niektoré hrany začistiť nožíkom, alebo skalpelom. Aby ste sa mohli tlačeniu podporných štruktúr vyhnúť, alebo ich minimalizovať, veľmi záleží na polohe v akej sa bude výtlačok tlačiť. Podpery sú nutné aj v prípade ak tlačíte previs, ktorý má menej ako 45 °. Aplikácia typu Slicer umožňuje nastaviť akým spôsobom budú prípadné podpory generované a taktiež aj limitné uhly previsov.
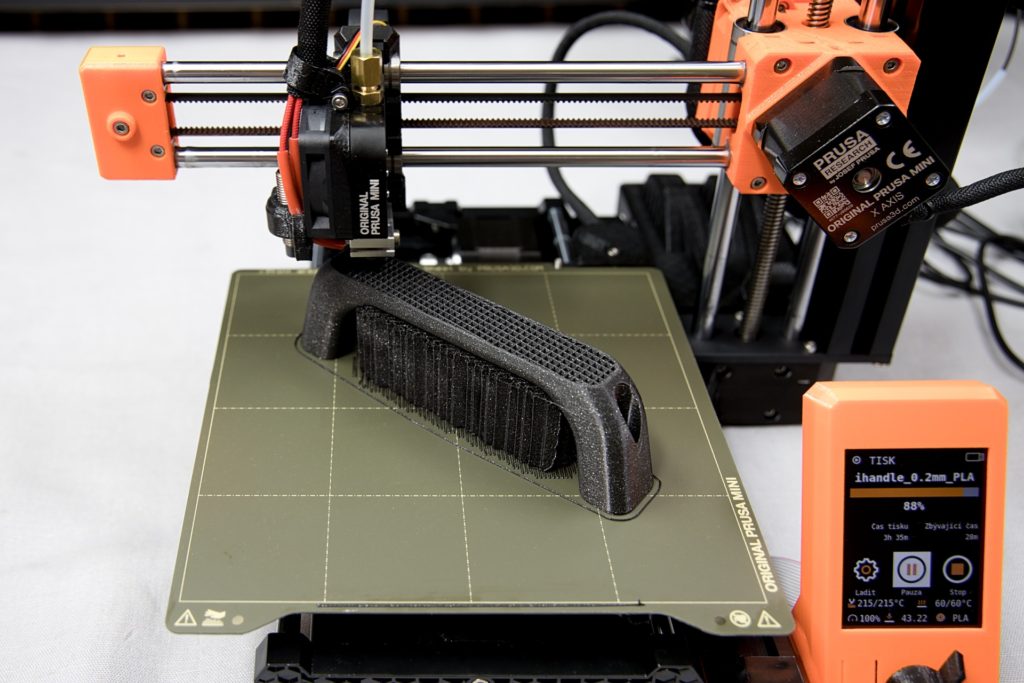
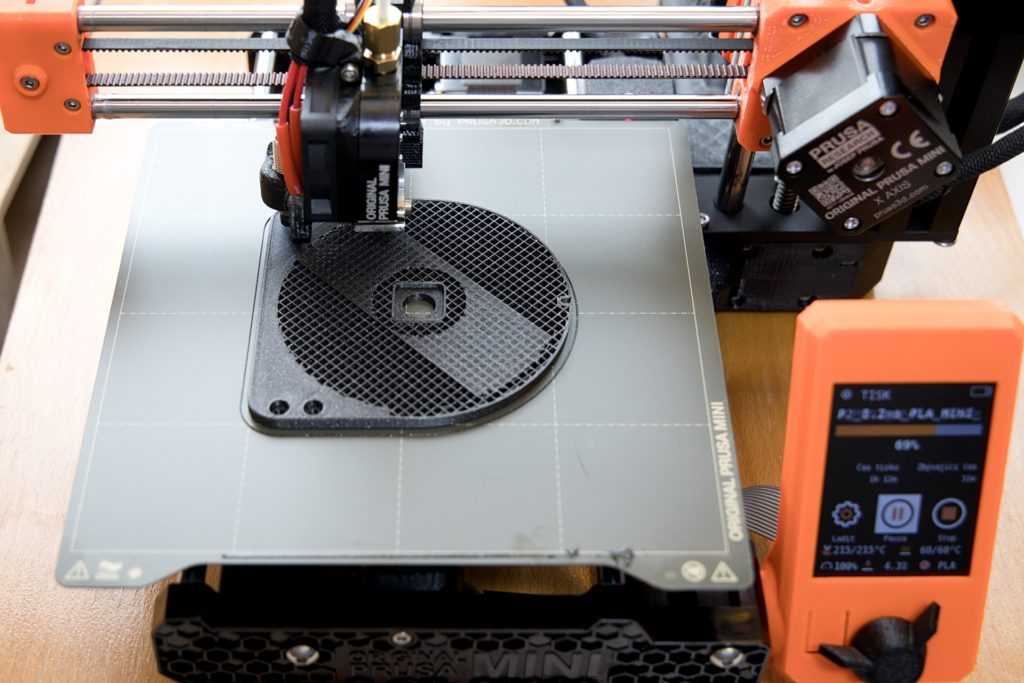
Ak tlačíte objekty, ktoré majú malú styčnú plochu s podložkou, napríklad stojan na smartfón položený na podložku bočnou stranou, odporúčame v aplikácii Slicer povoliť takzvaný golier okolo styčnej plochy objektu s podložkou. Ten zvýši priľnavosť k podložke a znižuje riziko krútenia, či dokonca odlúpnutie výtlačku. Golier je vytvorený tak, že prvá vrstva, ktorá je v kontakte s podložkou je širšia než samotný objekt. Po vytlačení sa golier dá odlúpnuť, prípadne odrezať nožíkom a hranu jemne zabrúsiť. Ak potrebujete vytlačiť viacfarebný objekt musíte na tlačiarni s jednou tryskou pozastaviť tlač, vymeniť filament a ďalšiu vrstvu tlačiť inou farbou. Výmena filamentu sa nastaví v aplikácii Slicer.
Začíname tlačiť
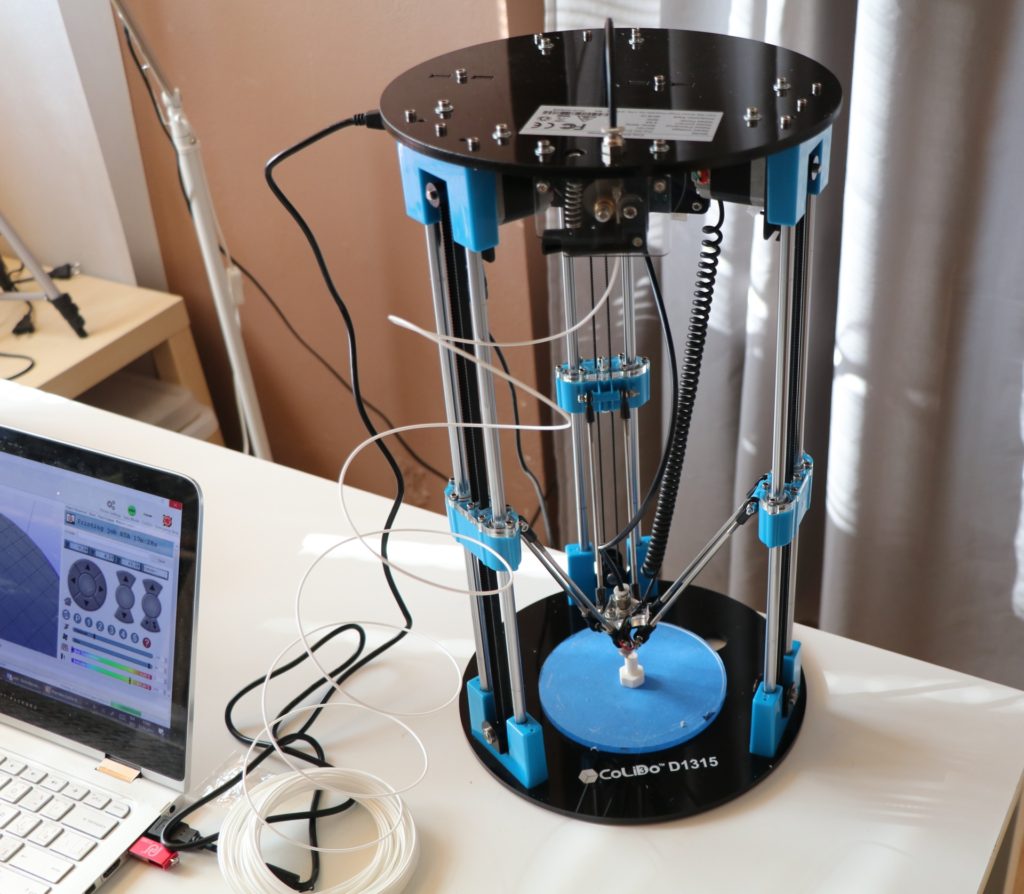
Tlačiareň v závislosti od typu môže byť pripojená na ethernetovú sieť, pripojenú k počítaču cez USB kábel, alebo môžete tlačové súbory nakopírovať na USB kľúč, či pamäťovú kartu.
Ak máte dobre navrhnutý a voči podložke správne situovaný 3D model, kľúčovým faktorom podmieňujúcim úspešnosť 3D tlače je nastavenie osi Z pre prvú vrstvu, čiže vzdialenosť trysky od podložky. Tlačiareň väčšinou tlačí meander, či podobný vzor a vy pomocou ovládacieho prvku zmenšujete vzdialenosť trysky od podložky až kým prvá vrstva dobre prilieha, neodlupuje sa a prierez filamentu je jemne sploštený. Ak je hrúbka prvej vrstvy nastavená nesprávne, výtlačok sa môže počas tlače od podložky odlepiť. Kalibráciu prípadnej odchýlky kolmosti podložky na ktorú sa tlači si tlačiareň pred každým tlačením urobí sama. Pomocou indukčnej sondy zmeria vo viacerých bodoch vzdialenosť trysky od podložky v matici 4 x 4 bodov a údaje o odchýlkach si uloží do pamäti. Pri tlači potom k aktuálnej vzdialenosti trysky v osi Y pripočíta takto zistenú korekciu.
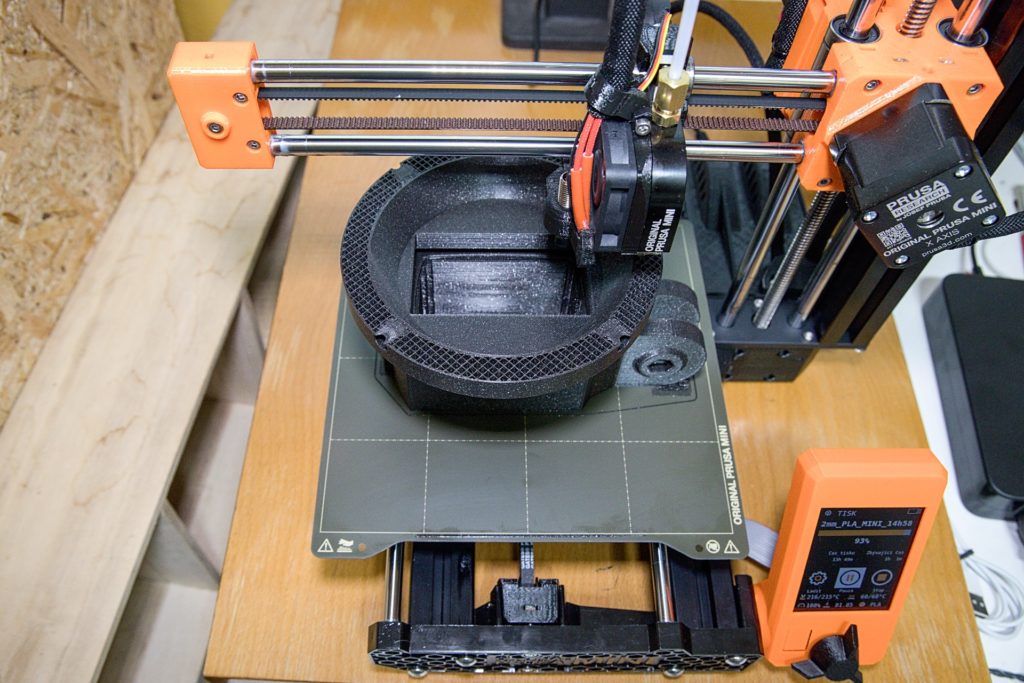
Moderné tlačiarne sú väčšinou konštruované tak, že tenká podložka na ktorú sa priamo tlačí je magneticky prichytená na vyhrievanej ploche. Po ukončení tlače magneticky prichytenú podložku oddialite od vyhrievanej dosky. Tým že je podložka z pružného plechu, stačí ju mierne prehnúť a výtlačky od nej sami odskočia. Podložka, na ktorej sa tlačí môže mať hladký, alebo štruktúrovaný povrch. To ovplyvňuje povrch výtlačku, ktorý je v priamom kontakte s podložkou.
Ľuboslav Lacko